自動化が板ガラス加工を根本的に変革する
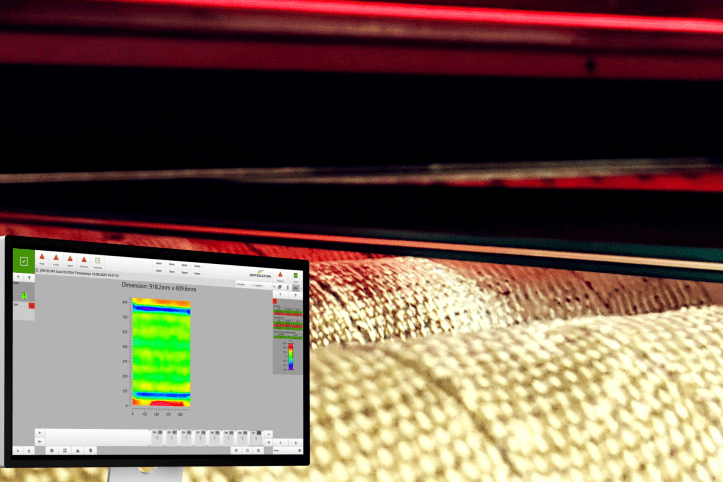
自動化と高精度な強化処理はガラス加工を大きく変えつつあり、スキャナーシステムはこの飛躍的な進歩において不可欠な要素となっています。
世界各地での仕事を通して、私は熱処理品質の低さと自動化検査の欠如がもたらすコストを目の当たりにしてきました。今日の板ガラス市場では、製造コストと品質の一貫性が企業の存続を左右します。
加工現場レベルでは、強化ガラスや倍強度ガラスの外観や形状の品質について、何が「許容範囲」なのかを加工現場担当者が、いまだに明確な基準を打ち出せずに苦慮しています。しかし、課題はそれだけにとどまりません。
日常の製造現場で直面する課題 1. 熱処理された合わせガラス
現在でも、合わせガラスの加工は依然として難しい加工工程です。特に脱気(de-airing)やオートクレーブ処理の段階で、ニッパーローラーやホットローラーを使用する場合、空気の混入やオートクレーブ内での破損といったトラブルが発生しやすくなります。
一方、真空バッグ方式では、バッグが端部を密閉・保護するため、通常は歩留まりが高くなります。ただし注意すべきなのは、合わせガラス表面に残った潜在的な問題(製造時に生じた応力など)はそのまま内部に固定されてしまう点です。
これらの応力が大きい場合、後工程や使用中に放出され、問題が顕在化する可能性があります。
ニッパーローラー:2本のローラーでガラスを挟み、圧力をかけることで搬送や貼り合わせを行う装置です。
ホットローラー(Mechanical de-airing):PVBなどの中間膜を用いた合わせガラスの製造工程で、ガラスと中間膜の間に残った空気を物理的に除去するための加熱ローラー方式です。
見た目と測定値のギャップ
私たちの目はミリメートル単位で物を測定しているわけではありません。私たちは反射光や曲率によって生じる歪みを視覚的に認識しています。最新世代の高品質スキャナーは、視覚的な認識に直接関係する単位であるミリダイオプター(mD)という単位で測定できます。自動車用ガラス業界では何十年も前から標準的に使われている指標です。これは、OEM製造の品質基準として定着しており、同様の技術革新が熱処理された板ガラス分野にも急速に広がっていくと考えています。
これら2つの側面(合わせガラスの性能と視覚的な歪み)を考慮すると、結論は明快です:
「平らに見えるかどうか」ではなく、「実際にどれだけ平らか」が重要です。
このデュアルメトリクスはこの問題を効果的に解決します。
推測からデータへ
新しいコーティングガラスや特殊ガラスの強化処理レシピを検討する際、私はよく顧客のチームと一緒に、照明条件やシャドウグラフ条件下でテスト用の板ガラスを検証します。そして私たちは皆、最終的にエンドユーザーを満足させる結果が得られるかどうかについて、それぞれ最善の「推測」を立てます。
強化炉の立ち上げ時には、同じようなことが繰り返されます。炉メーカーの技術者が「許容範囲」と判断する強化ガラスの品質が、現場経験の豊富なオペレーターや品質管理担当者にとっては、十分とは言えないことが多いのです。
これは、経験豊富な製造側と立ち上げ担当の技術者との間にある“ノウハウのギャップ”を示していますが、実際には契約時の取り決めがあいまいだったことが影響している場合も多いです。
こうした認識の違いは、コスト増に直結します。しかし、スキャナーを使用することで光学品質を主観的な判断から、測定可能な客観的なデータへと変えることができます。社内で独自の強化および倍強度ガラスの品質基準を定め、購入契約書においてミリジオプター単位の性能値を要求することも可能です。これこそが、再現性のある「本物の品質」です。
デュアルメトリックが実際にもたらすもの
デュアルメトリックシステムは、2つの相補的な測定値を組み合わせることで、人間の視覚による認識と再現可能な精度を最も効果的な方法で融合させます。
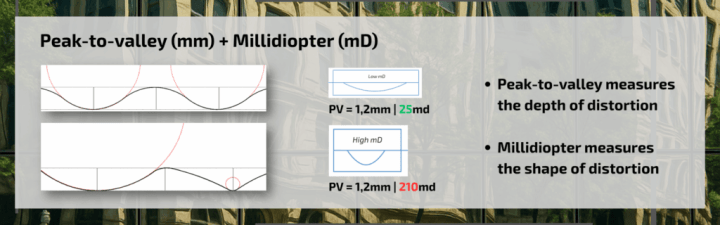
ピーク・トゥ・バレー(山・谷)値(mm)+全体的な表面平坦度
これは、ローラーウェーブ、反り、エッジの浮き上がり、さらにはピンホールなど、ガラス表面の形状を物理的に測定する指標です。
熱処理後の板ガラスが、実際にどのような形状になっているかを正確に示します。
ミリジオプター(mD)
人間の目で視認できる曲率と歪みを光学的に測定したもの。
ガラスの物理的な形状を「見た目の印象」に変換し、設置後にどのように見えるかを数値で示します。
この指標と物理的な平坦度測定を組み合わせることで、ガラスの熱処理がどのように行われ、どのように見えるかを全体像が明らかになります。
合わせ効率への影響とは
強化ガラスの平坦性は、合わせ工程に直接影響します。脱気工程で反りや端部の浮き上がりが大きすぎるとガラス同士の密着に問題が生じ、気泡の混入や端部の密封不良につながります。その結果、オートクレーブ処理の歩留まりが低下してしまいます。
2つの主要な問題が発生します。
1.残留空気の影響
過剰な空気は、PVB(または他の中間膜)に溶解し、後に気泡として現れることがあり、それはすぐに目に見える場合もあれば、輸送中や設置後数年経ってから環境条件の変化によって現れることもあります。オートクレーブ処理後にエッジの欠点が見られる場合、これらの気泡は通常、ガラスのエッジ付近に発生しています。再度オートクレーブ処理を行えば修復できる可能性はありますが、その時点でコスト面での損失が発生しています。
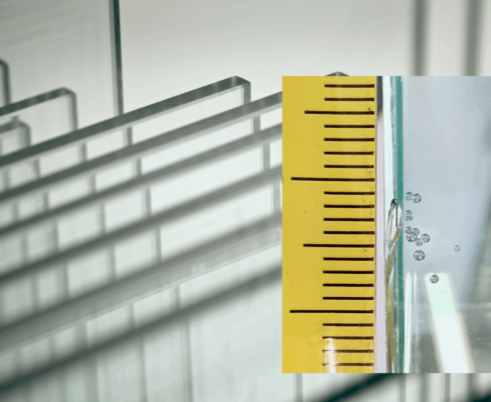
2.エッジシールの完全性
ガラスの寸法精度が低いと、エッジシールの強度不足や「ショートビニール」と呼ばれる不具合が発生します。
これをクランプ(締め具)で補おうとするケースもありますが、クランプは根本的な解決ではなく、品質にも悪影響を及ぼし、クランプ部分で中間膜の厚みが局所的に減少することで応力が集中します。特に、天井設置用のガラスや加熱または耐荷重構造のユニットにとっては非常に危険です。
クランプによる固定はあくまで一時的な応急処置であり、しかも費用のかかる方法であることを理解することが重要です。
この工程は標準化されていないことが多く、合わせエッジ部に沿ってクランプの圧力や間隔がまちまちで、多くの場合、品質を損なう原因となることもあります。これらのばらつきは品質を低下させ、実質的に、うまく合わない2枚のガラス板を無理やり押し付けているようなものです。
用途によっては、反射光学系の問題、保証期間中の剥離、さらには引張応力が弱点(多くの場合ガラスのエッジ部)に集中することで、割れが発生する可能性があります。ユニットが雪、氷、熱などによる変動する荷重にさらされる場合、リスクはさらに高まります。
スキャナーから平坦度データが得られれば、ガラス板が中間膜メーカーの定めるエッジギャップの許容範囲を超えているかどうかを手作業で確認する必要はありません。実際、多くの場合、許容範囲を超えているのですが、データを見れば状況は一目瞭然です。根本原因はラミネーションではなく平面度にあることが明確に示されます。
これにより、オートクレーブで症状を対処するのではなく、炉で根本原因を解決することに重点を移すことができます。
変数の長い一覧を説明するよりも、測定データがすべてを説明しています。
変化率、ガラスや中間膜の厚み、フロートガラスの特性、エッジ処理、加工条件など、複雑な要因を一つひとつ説明する代わりに、測定データが客観的な裏付けとなります。このデータがあれば、次のような対応が可能になります:
▶適切な合わせの密着性の実現
強化および倍強度ガラスが、光学的、物理的な許容範囲内にあることで、脱気処理が効果的に行われ、すべての脱気目標を達成することができます。
▶オートクレーブの生産性を向上
再オートクレーブ処理の回数を3%以下に抑え、廃棄ロスを削減。さらに、多くの場合「応急処置的なクランプ」や厚い高価な中間膜による過剰設計を完全に排除することができます。
▶安定した生産フローの実現
自動化されたインラインフィードバックにより、強化処理の一貫性と平坦性が維持され、脱気処理およびオートクレーブ工程の品質が長期的な品質目標を満たすことを保証します。
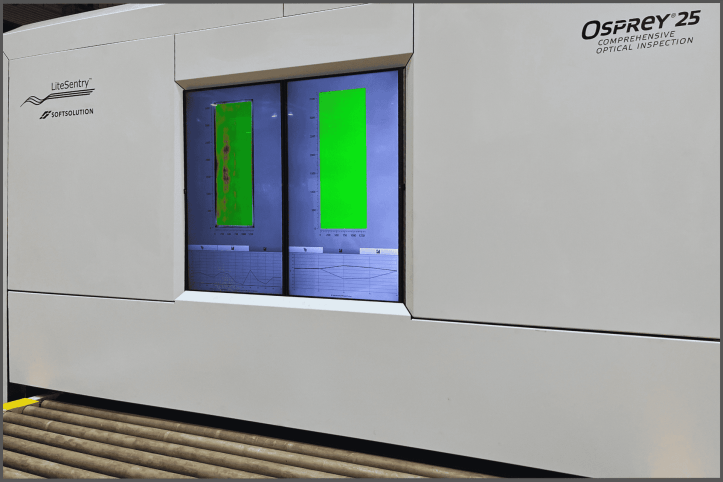
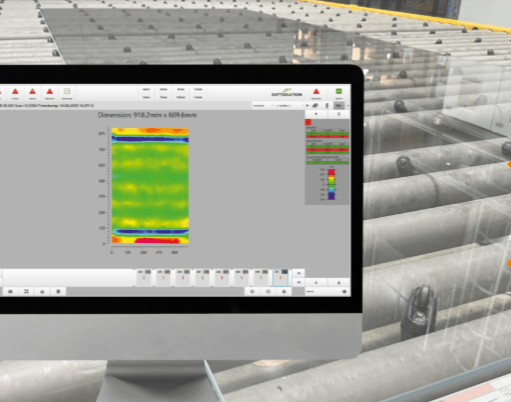
最新のOsprey ® 25でデュアルメトリック検査テクノロジーが強化精度を向上させ、歪みと異方性の測定を再構築する様子をご覧ください。
数値から理解へ
これらの測定値の本当の価値は、単なる数値にあるのではなく、製造現場で何が可能になるかにあります。
ミリジオプター(光学的歪み)やピーク・トゥ・バレー(表面形状の高低差)のデータが工程制御に直接反映されることで、
オペレーターは炉の設定を即座に微調整し、各調整による機械的な変化と見た目の変化の両方を確認することができます。
デュアルメトリクスキャンは、人間の知覚と工程制御の交差する点に精度をもたらします。
見た目に美しいものが、機械的にも光学的にも本当に完璧であることを確実に保証できるようになります。
すべてのガラスが形状と外観の両面で検証されることで、以下の明確な結果が得られます:
▶合わせ工程の歩留まりが大幅に向上
▶再オートクレーブ処理の回数が減少
▶オートクレーブ時のクランプ作業が不要、または最小限に
▶外観の品質が安定し、再現性のある強化処理が可能
これこそが、データに基づいた高効率な生産の姿です。
現場からの視点
私にとって、これらのツールは現場作業を容易にしてくれるものであり、場合によっては私の役割を不要にしてしまうこともあります。
オペレーターはより早く学習し、不具合をより早く認識し、自主的に問題を解決できるようになります。。
これは大きな進歩です。
私の仕事は、私の仕事量を増やすことではなく、顧客にとって最善の方法を提案することです。
自動化は今後も板ガラス生産のあり方を大きく変えていくでしょうし、スキャナーシステムはこうした次の段階においても不可欠な要素であり続けるでしょう。私は今後も最新の技術動向を常に把握し、お客様に常に最善のアドバイスを提供できるよう努めていきます。
著者について
Mika Eronen氏は、ガラス加工のシニアエキスパートであり、世界中の板ガラス加工会社や自動車ガラスメーカーを支援するコンサルタント会社Global Glass Specialists社の創設者です。
50カ国で25年以上にわたり強化ガラス、合わせガラス、および工程最適化の実務経験を持ち、製造会社の歩留まり、安定性、製品品質の向上を支援しています。
Mika氏の知見は、、世界中のガラス工場における何千もの監査、立ち上げ、トレーニングセッションを通じて、生産現場から直接得られたものです。
まとめ
ミリジオプターデータとピーク・トゥ・バレーのデータを組み合わせることで、デュアルメトリック検査はすべてのガラスに精度の高い強化処理をもたらし、一貫した光学的および寸法品質を保証します。

以下画像をクリックしていただくとウェブサイトにアクセスいただけます


Global Glass Specialists社
※本記事は、LiteSentry- SoftSolution社に特別な許諾を得て掲載しています。
※情報出展元: https://www.glassquality.com/osprey-precision-glass-inspection-for-maximum-quality/ に掲載

本記事に関する問い合わせ先
株式会社TGM 営業部 設備グループ
TEL: 03-6261-1260 MAIL: general@tgm-japan.com
